Bare Wafers on slot 24 and 25 were used for stress calculation. Note, not using the same substrate in pre and post deposition measurement causes a systematic error in stress calculation.
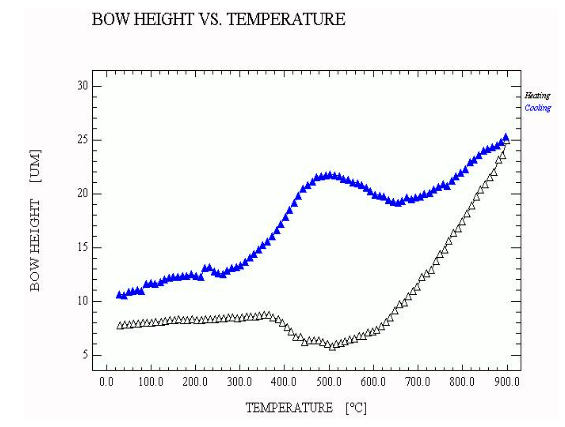
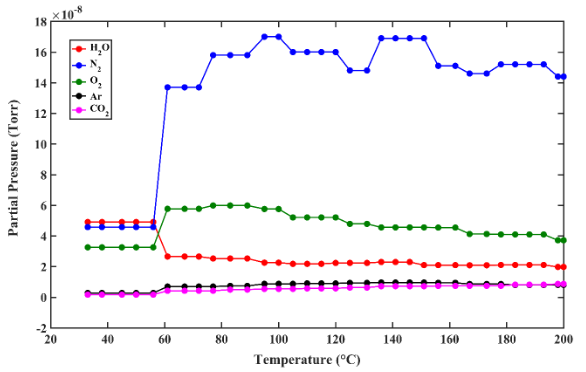
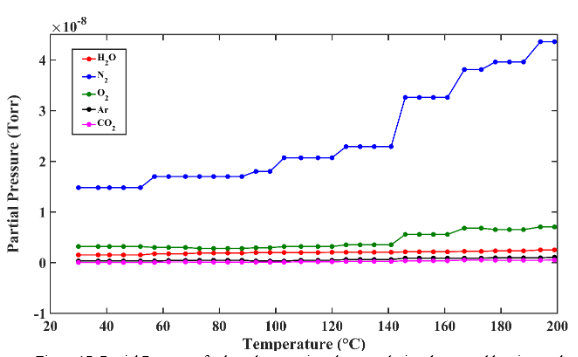
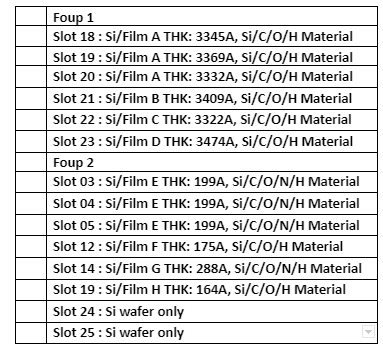
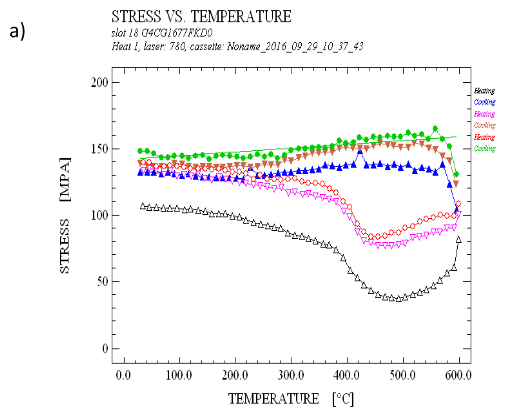
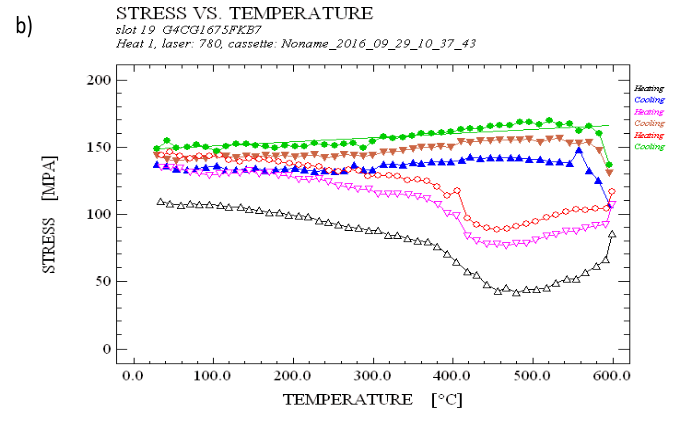
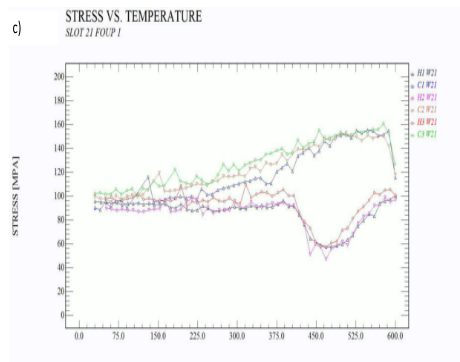
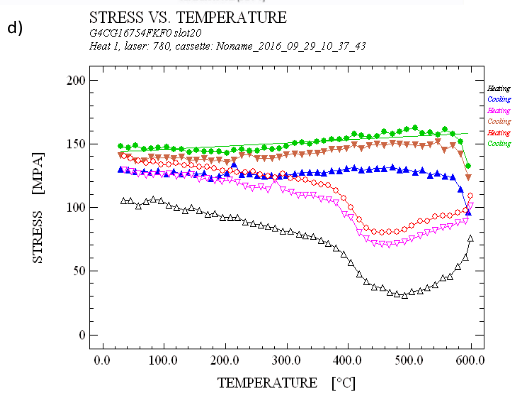
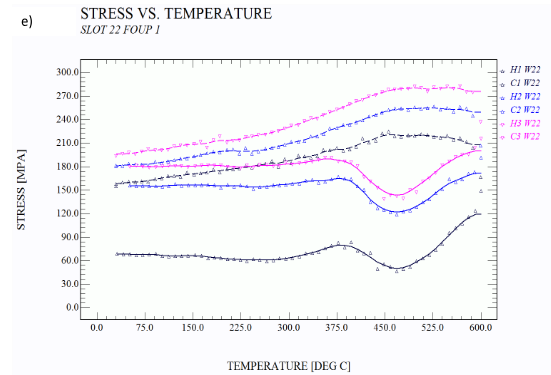
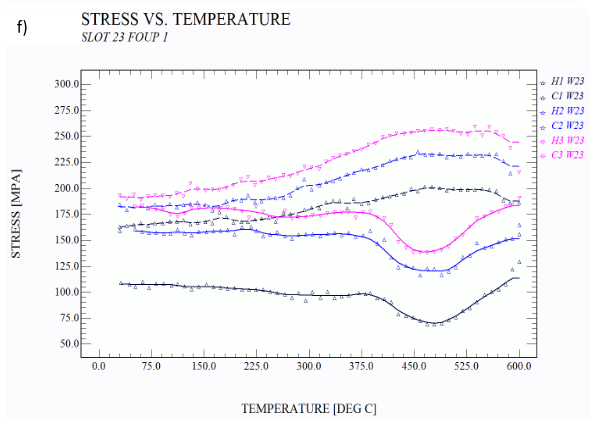
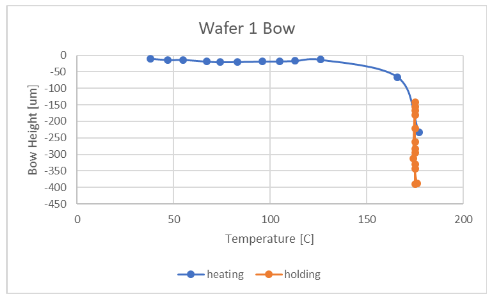
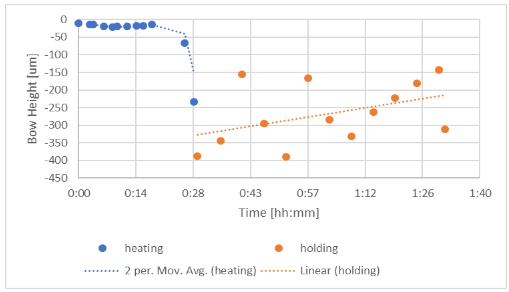
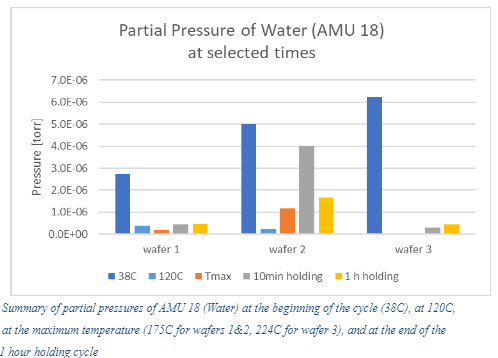
Repeatability Tests:Per DRF (Appendix A) repeatability tests are to be performed on Foup 1 slots 18-20 and Foup 2 slots 03-05 by measuring each sample for 3 days. The results show that the films are not perfectly thermally stable; we observe stress hysteresis (see section B1) and decreasing TDS from run to run. Therefore, we analyze CTE and TDS repeatability by looking at the variation between the three wafers of same film type in each FOUP.
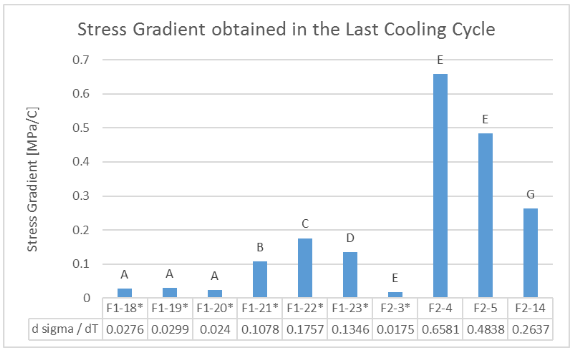
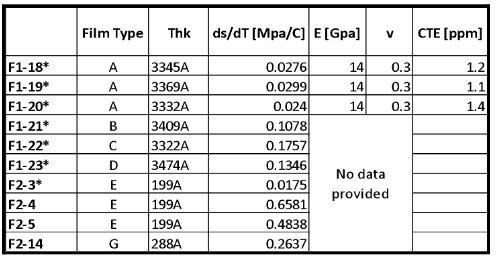
Distinguishing Capability: If the CTE and TDS data values obtained for films B, C, D and F, G, H are outside the range of film A obtained in slots 18-20 and outside the range of film E obtained in slots 3-5, one can conclude that the tool can distinguish the different films.
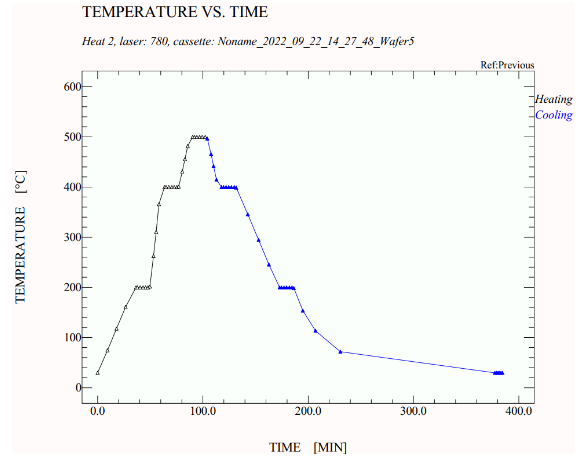
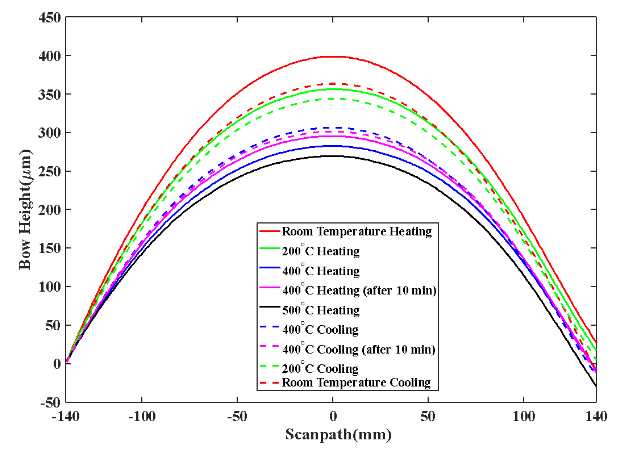
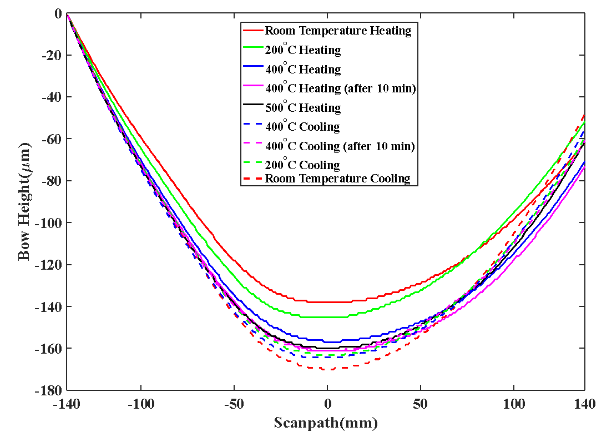
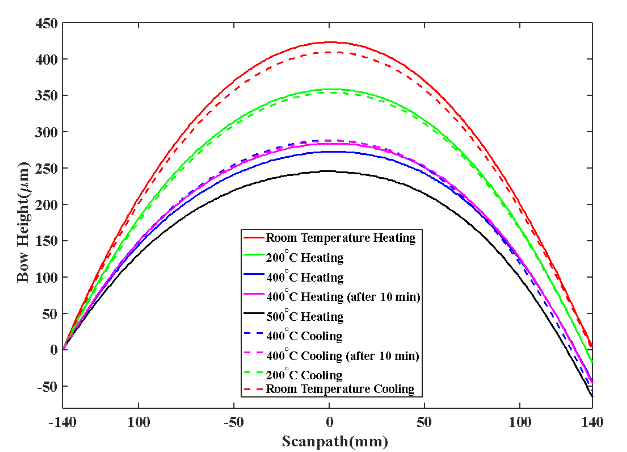
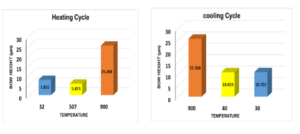
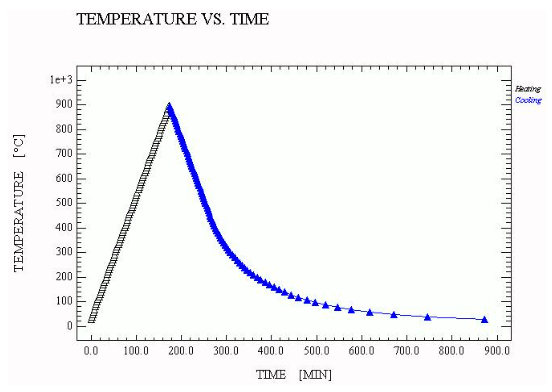
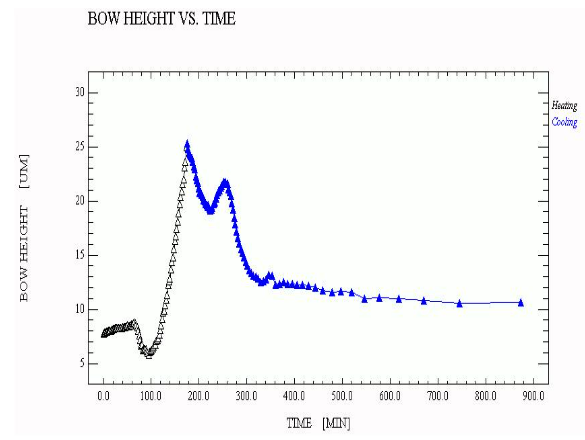
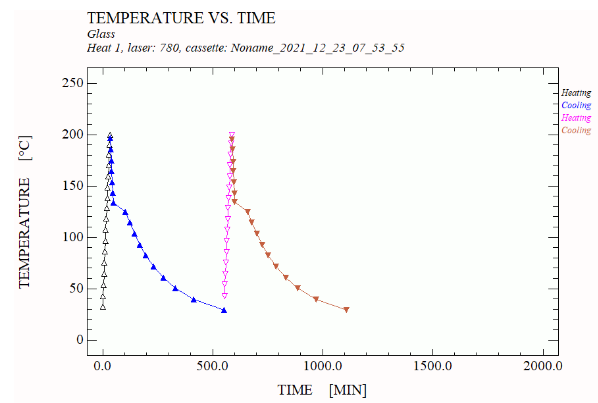
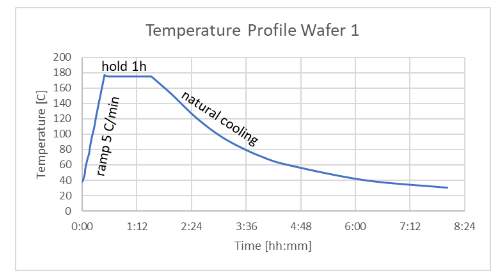
5. Measure change in war page with respect to time and temperature.